










Servicios Personalizados
Revista
Articulo
 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO -
 Accesos
Accesos
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkInvestigación & Desarrollo
versión impresa ISSN 1814-6333versión On-line ISSN 2518-4431
Inv. y Des. vol.19 no.1 Cochabamba 2019
DOI: 10.23881/idupbo.019.1-3i
ARTÍCULOS – INGENIERÍAS
EVALUACIÓN DEL DESEMPEÑO DE UN LECHO FLUIDIZADO DE TIPO SURTIDOR (LFTS) PROVISTO DE GUIADORES CILINDRICOS NO POROSOS EN LA DESAPONIFICACIÓN DE GRANOS DE QUINUA
PERFORMANCE EVALUATION OF SPOUTED BEDS WITH NON-POROUS CYLINDRICAL DRAFT-TUBES APPLIED TO SAPONINS REMOVAL FROM BITTER QUINOA GRAINS
Mirea Flores*, Ramiro Escalera* y Carla Quiroga**
*Centro de Investigaciones en Procesos Industriales (CIPI)
**Centro de Investigaciones Agrícolas y Agroindustriales (CIAA)
Universidad Privada Boliviana
rescalera@upb.edu
(Recibido el 04 junio 2019, aceptado para publicación el 26 junio 2019)
RESUMEN
Este trabajo de investigación evalúa el uso de guiadores en un lecho fluidizado de tipo surtidor (LFTS) en el proceso de remoción de saponinas de quinua real (ecotipo amarilla). Se utilizaron guiadores cilíndricos no porosos con superficies abiertas laterales de 30 mm y 50 mm de altura medida desde la parte inferior. Se utilizó 2 reactores de vidrio cilíndrico cónico de 7,44 y 14,34 cm de diámetro y conos de 30° y 45° respectivamente, con boquillas que varían de 1,5 a 5 mm de diámetro de orificio, conectadas a un flujómetro digital alimentado de aire por un compresor de 400 lmin-1de capacidad. En pruebas de caracterización del lecho con y sin guiadores se evaluó las relaciones entre la velocidad lineal de aire en la entrada al surtidor, la presión manométrica, el flujo volumétrico de aire, tiempo de ciclo de la partícula y la velocidad másica de circulación de sólidos dentro del LFTS. Posteriormente, se elaboró un diseño experimental factorial de 4 factores a 2 niveles (24) por duplicado, generando 32 corridas en las que se evaluó el efecto del diámetro de lecho, el diámetro de boquilla, la altura de lecho y la altura de la zona de entrada de granos al guiador en la pérdida de masa, concentración residual de saponinas en el grano y el consumo específico de energía. La mayor eficacia de remoción de saponinas corresponde a las condiciones de operación del LFTS con menor diámetro de boquilla (Øb = 2 mm), mayor altura de zona de entrada de granos (HD = 50 mm), mayor diámetro de lecho (14,4 cm) y menor altura de lecho (HL=21,5 cm). En estas condiciones geométricas, a los 81 minutos de procesamiento, se logró una concentración residual de saponinas del 0,032 % y una eficiencia de remoción de saponinas del 52,64 %. A mayores velocidades lineales en la entrada al surtidor y mayores frecuencias de ciclo del grano se obtiene mejores eficiencias de remoción de saponinas y menores concentraciones residuales de saponinas en el grano. En general, se puede concluir que para obtener concentraciones residuales mínimas de saponinas en los granos y eficiencias de remoción superiores al 90%, será apropiada cualquier configuración que genere velocidades lineales en la entrada al surtidor entre 1 000 y 1 300 ms-1 y frecuencias del orden de 20 CPM. Menores velocidades de circulación de granos en un LFTS con guiador, respecto de las que se obtienen en lechos sin guiador, generan una falta de uniformidad en la concentración de saponinas en el grano tratado y menores eficiencias de remoción.
Palabras Clave: Remoción de Saponinas de Quinua, Lecho Fluidizado de Tipo Surtidor con Guiadores, Flujo Másico de Circulación de Granos.
ABSTRACT
This research work evaluates the use of draft-tubes in spouted beds applied to the process of saponins removal from bitter quinoa grains (yellow ecotype). Non-porous cylindrical draft tubes were used with lateral open surfaces of 30 and 50 mm in height measured from the bottom. The experimental runs used two conical cylindrical glass vessels of 7.44 and 14.34 cm diameter and cones of 30° and 45° respectively, provided with nozzles varying between 1.5 and 5 mm, connected to a digital flowmeter supplied with air by a compressor of 400 Lmin-1 capacity. In tests of characterization of the bed with and without draft-tubes, experimental relationships among the linear velocity of air at the inlet of the spout, the gauge pressure, the volumetric flow of air, the particle's cycle time and the mass velocity of the circulation of solids were evaluated. Subsequently, a two-level factorial experimental design (24) was applied for the following factors: diameter of bed, diameter of gas inlet nozzle, height of bed and height of entrainment zone. As dependent variables, the loss of mass, concentration of saponins in the grain and specific energy consumption were evaluated. The highest saponin removal efficiencies correspond to the following geometrical conditions of the spouted bed with draft-tube: smaller nozzle diameter (Øb = 2 mm), major distance of entrainment zone (HD = 50 mm), major diameter of bed (ØL = 14,4 cm) and lower height of bed (HL = 21, 5 cm). Under these geometric conditions, after 81 minutes of processing, the draft-tube LFTS achieved a concentration of saponins (0.0325%) and a saponins removal efficiency of 52.64%. At higher linear air inlet velocities and higher grain cycle frequencies, better efficiencies of saponin removal and lower residual concentrations of saponins in the grain are obtained. In general, it can be concluded that to obtain minimum residual concentrations of saponins in the grains and removal efficiencies greater than 90%, any configuration that generates linear air inlet velocities of 1 000 to 1 300 ms-1 and frequencies of 20 CPM will be appropriate. Lower grain circulation mass flows in draft-tube spouted beds, compared to those obtained in conventional spouted beds, generate a lack of uniformity in the removal of saponins in the treated grains and lower efficiencies.
Keywords: Quinoa Saponins Removal, Draft-Tube Spouted Beds, Particle Mass Circulation Rate.
1. INTRODUCCIÓN
Las variedades y ecotipos de quinua que se comercializan en Bolivia tienen porcentajes elevados de saponinas en el episperma del grano, que deben ser eliminadas antes de su comercialización [1]. El proceso convencional de desaponificación, que es por vía seca (escarificación) y húmeda (lavado con agua), demanda grandes cantidades de agua (5-14 m3t-1 de quinua procesada) y energía (> 130 kWht-1 de quinua procesada, especialmente en el secado), generando volúmenes considerables de efluentes contaminados con saponinas que se descargan sin tratamiento alguno al medio ambiente, contraviniendo así con la Ley de Medio Ambiente y sus Reglamentos [2].
Por estas razones, a partir del año 2010, el Centro de Investigaciones en Procesos Industriales (CIPI) y el Centro de Investigaciones Agrícolas y Agroindustriales (CIAA) de la Universidad Privada Boliviana evaluaron el desempeño de un proceso seco de remoción de saponinas basado en la aplicación de un lecho fluidizado de tipo surtidor (LFTS). Se obtuvo excelentes remociones de saponinas en tiempos de proceso de 30 min, logrando valores más bajos que el valor requerido para la comercialización (0,06%) y similares al valor referencial para exportación (0,01 %), habiéndose logrado recuperar completamente los polvos de saponinas, sin deteriorar la calidad nutritiva del grano, con pérdidas de masa aceptables (hasta el 7%). Sin embargo, el consumo específico de energía fue mayor (0,621 kWhkg-1) al reportado para las tecnologías convencionales híbridas (seca y húmeda) (0,130 kWhkg-1) [2]. Posteriormente Ovando et al. [3] lograron un valor menor de consumo de energía (0,23 kWhkg-1), una pérdida de masa menor al 5 % y una concentración residual de saponinas en el grano, también de 0,01% aproximadamente, con la combinación: diámetro de boquilla de 3 mm, diámetro de lecho de 20 cm, altura de lecho de 12,5 cm y un tiempo de tratamiento de 60 min.
A la luz de estos resultados en escala de laboratorio, se intentó escalar geométricamente el LFTS en el sentido radial y axial a tamaños similares a los que se utilizan en los procesos de secado de granos [4]. Sin embargo, al realizar la desaponificación en un reactor de 50 cm de diámetro, altura de lecho de 1 m y boquillas de 2,5 cm, se obtuvo menores eficiencias en la remoción de saponinas y concentraciones no satisfactorias de saponinas en el grano [5].
Aunque los lechos fluidizados de tipo surtidor de configuración cilíndrica-cónica se han aplicado a procesos de secado, recubrimiento, granulación, pirolisis de hidrocarburos, gasificación de carbón, combustión y otros [4], esta configuración tiene limitaciones típicas tales como la existencia de una altura máxima del lecho y la formación de zonas muertas en el espacio anular bajo ciertas condiciones de operación [6].
Se ha examinado muchas modificaciones para mejorar la operabilidad de estos lechos [7]. Una modificación es la introducción de un tubo cilíndrico no poroso con aperturas laterales (guiador) por encima de la boquilla de entrada de gas [8]. Esta modificación permite que las velocidades de flujo de gas y sólidos puedan ser controladas de manera independiente, además que la caída de presión del lecho y la velocidad mínima necesaria para producir el surtidor son menores que en el LFTS sin guiador, aspectos que implican un menor consumo de energía [6].
A la fecha, no existen resultados sobre la remoción de saponinas en granos de quinua procesados en un LFTS con guiadores. Los únicos estudios que utilizaron esta configuración en procesos de remoción de capas externas de especies alimenticias han sido realizados por investigadores brasileros para la producción de polvos de annatto [9].
En el presente trabajo se evaluó el desempeño de un LFTS provisto de guiadores cilíndricos no porosos con aperturas laterales en la remoción de saponinas de la quinua. Se determinó las características básicas de comportamiento del lecho y condiciones óptimas de procesamiento, incluyendo la caracterización de su geometría óptima y la determinación de variables que afectan el desempeño del LFTS en la remoción de saponinas, tales como la velocidad lineal de aire en la entrada al lecho, el tiempo del ciclo de la partícula y la velocidad de circulación de sólidos. Finalmente, se evaluó los rendimientos en la desaponificación en la variedad amarilla de quinua real.
2. METODOLOGÍA
El equipo experimental, Figura 1(a), consta de: a) un compresor a pistón de 400 Lmin-1 de capacidad de flujo de aire a una presión manométrica de operación de 8 bar y un máximo de 12 bar, provisto de un tanque de 200 L y accionado por un motor de 5 hp; b) un regulador de presión Airtac GFR300-08 de 1,5 a 10 bar provisto de filtro de aire para remover la humedad y el aceite; c) un medidor y controlador de flujo electrónico de 500 Lestándarmin-1y una presión de operación máxima en línea de 1 MPa, que registra parámetros como la presión absoluta, temperatura, velocidad del flujo volumétrico de aire; d) dos reactores de vidrio cilíndrico-cónicos, uno de 7,44 cm de diámetro interno, cono de 30° de inclinación respecto a la horizontal y una altura de 80 cm y el otro de 14,34 cm de diámetro interno, cono de 45° de inclinación y una altura de 93 cm, cada reactor con un tubo de entrada de aire de 2,58 y 2,96 cm de diámetro interno respectivamente, al que se le puede conectar boquillas de diferentes diámetro; e) un juego de boquillas cónicas de plástico entre 1 y 5 mm de diámetro interno; f) un filtro manga de tela para recolectar los polvos de saponinas; g) un ciclón; h) 4 guiadores con altura de zona de entrada de 30 y 50 mm para cada lecho.
La Figura 1(b) muestra un esquema de un LFTS con guiador de entradas laterales donde: fb = diámetro de la boquilla; HL = altura del lecho; fL = diámetro de lecho; HD = altura de la zona de entrada de granos al guiador. La Figura 1(c) muestra el medidor y controlador de flujo electrónico que registra parámetros como la presión y temperatura absoluta del aire, velocidad del flujo volumétrico y flujo másico de aire.
| (a) | (b) |
|
(c) Figura 1: (a) Equipo experimental, (b) Factores geométricos del LFTS con guiador, (c) Medidor y controlador electrónico de flujo de aire. | |



1.1 Diseño del guiador
Se seleccionó el tipo de guiador sobre la base de 4 criterios: menor caída de presión, menor riesgo de obstrucción, obtención de una mezcla homogénea y la estabilidad en el lecho. Se ponderaron 5 tipos de guiadores para seleccionar el más adecuado para la remoción de saponinas.
Las dimensiones relativas del guiador fueron establecidas a través de la revisión bibliográfica de diferentes trabajos de investigación relacionados a la hidrodinámica del movimiento de las partículas en un LFTS con guiador.
2.2 Caracterización del lecho tipo surtidor con y sin guiadorMuestras de quinua rosada (parcialmente tratada) fueron sometidas en los LFTS con y sin guiador para determinar experimentalmente los intervalos de valores de las condiciones de operación que generan una fuente estable. Se estudiaron 4 factores geométricos: diámetro de lecho, diámetro de boquilla, altura de la zona de entrada de granos al guiador y altura del lecho. La Tabla 1 muestra los niveles de estos 4 factores que se establecieron para poseer un estudio más detallado del comportamiento hidrodinámico de lecho con guiadores.

Para determinados flujos volumétricos estándar (1atm, 25 °C) se midió:
▪ La presión atmosférica (lectura del flujómetro digital)
▪ Presión absoluta en el flujómetro
▪ Altura de la fuente
▪ Presión manométrica a la salida de la boquilla
▪ Velocidad lineal a la salida de la boquilla
▪ Velocidad de circulación de sólidos (Ws), calculada en función de la velocidad descendente de las partículas en el anillo, con la siguiente ecuación [10]:
![]()
donde Ws es la velocidad de circulación de sólidos, kgs-1, VPA: Velocidad descendente de la partícula en el anillo, ms-1, εA la fracción de vacío promedio dentro del flujo de lecho fluidizado anular, ρP la densidad de la partícula sólida, kgm-3 y AA el Á área de la sección transversal del anillo, m2.
Tiempo promedio del ciclo de la partícula,![]()
![]() , calculada en función de la velocidad de circulación de granos, WS y la masa de quinua tratada, Mq (kg),
, calculada en función de la velocidad de circulación de granos, WS y la masa de quinua tratada, Mq (kg),
![]()
Frecuencia de ciclo de la partícula en ciclos por minuto, CPM, en función de ![]() :
:
![]()
2.3 Evaluación del proceso de beneficiado en un lecho fluidizado tipo surtidor con guiadores
Se utilizó quinua amarilla de aproximadamente 2 mm que fue previamente tamizada y seleccionada por el proveedor y que poseía una mínima cantidad de pajas y piedrecillas. El contenido de saponinas fue medido mediante el método de espuma de acuerdo con la Norma Boliviana NB 683 [11], tanto para la materia prima como para las muestras procesadas.
Con el paquete STATGRAPHICS centurión XVII se elaboró un diseño experimental factorial multinivel a 2 niveles y 4 factores (24) por duplicado, generando 32 corridas en las que se evaluó el efecto de los 4 factores geométricos previamente estudiados sobre las siguientes variables dependientes: concentración residual de saponinas en el grano (%), pérdida de masa (%) y consumo específico de energía (kWhkg-1). El tiempo de tratamiento fue de 30 min para comparar con anteriores resultados.
2.4 Cinética de la remoción de saponinasCon el propósito de evaluar la cinética de la remoción de saponinas se realizó corridas experimentales bajo la mejor combinación de los 4 factores geométricos determinados en el diseño experimental: lecho de 15 cm de diámetro, altura de zona de entrada de granos al guiador de 50 mm, boquilla de 2 mm de diámetro interno y alturas de lecho entre 22 y 30 cm (cargas de quinua de 2 y 3 kg). Se evaluó la pérdida de masa (%), concentración residual de saponinas en el grano (%) y consumo específico de energía (kWhkg-1).
3. RESULTADOS
3.1 Diseño del guiador
Se seleccionó el guiador cilíndrico no poroso con entradas laterales, ya que tiene menor riesgo de obstrucción por polvos de saponinas y presenta una mayor estabilidad de lecho.
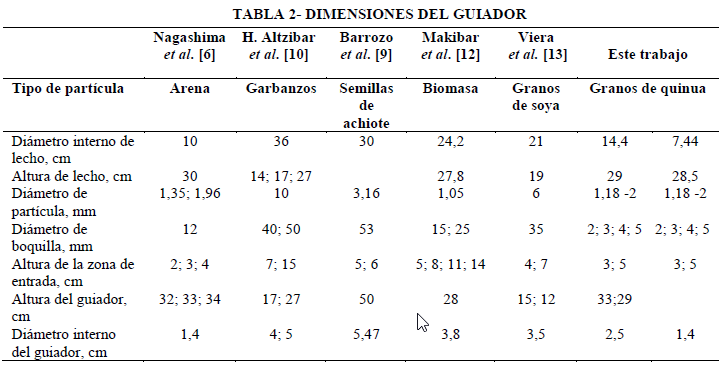
La Tabla 2 compara las condiciones geométricas utilizadas por otros autores. Estos datos permiten establecer las dimensiones del guiador no poroso para cada uno de los reactores de vidrio de 7,5 y 15 cm de diámetro.
3.2 Caracterización del lecho tipo surtidor con y sin guiador
En el LFTS convencional tipo cilíndrico cónico el fluido ingresa por la parte inferior del lecho a altas velocidades generando un canal denominado surtidor en su parte central, por el cual los granos de quinua ascienden hasta una altura determinada (fuente), quedándose suspendidas en el aire durante un corto tiempo. Luego, los granos caen sobre la superficie superior del lecho y descienden por el anillo retornando al surtidor y generando, de esta manera, un ciclo estable [14]. Por otro lado, el aire también viaja por el anillo de forma ascendente. Esto provoca que las partículas queden parcialmente suspendidas cuando descienden por el lecho y los polvos de saponinas asciendan hasta la parte superior del lecho acumulándose en el ciclón, Figura 2(a).
Para generar un LFTS convencional apropiado, es preciso relacionar correctamente el flujo y el diámetro de ingreso de aire con la cantidad de masa a procesar y el tamaño de grano de quinua. Sin embargo, el uso de un guiador es la solución para resolver este problema, es decir el guiador permite controlar el flujo de gas y sólidos de manera independiente [15], Figura 2(b).
Tres regiones deben ser consideradas en este tipo de lecho, es decir; surtidor; anillo y fuente cada uno con su propio comportamiento de flujo. El surtidor es una región central que se mueve hacia arriba como en un lecho transportado. El anillo está en los alrededores del guiador, donde las partículas se mueven hacia abajo y por último hay una región de fuente donde las partículas completan su ciclo.
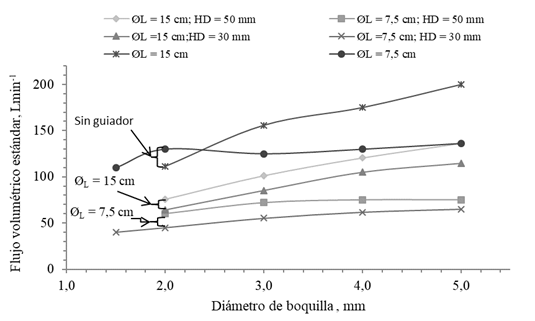
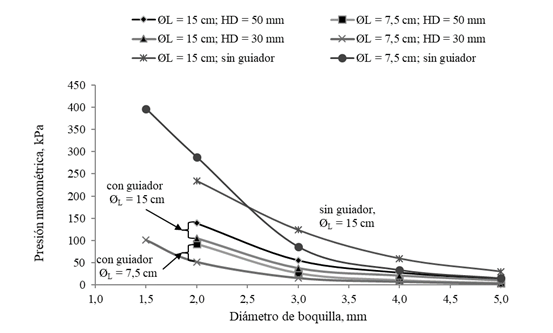
El requerimiento de flujo volumétrico para obtener lechos estables es menor para un LFTS con guiadores (Figura 4). Se observa que los LFTS sin guiadores necesitan sustancialmente mayores flujos volumétricos debido a que no existe la restricción del área del retorno de los granos hacia el surtidor. Por otro lado, también se puede apreciar que, para boquillas de menor diámetro, se requieren mayores presiones manométricas para generar una fuente aproximadamente igual a la altura de lecho (21,5 cm), ver Figura 5.
|
|
|
| (a) | (b) |
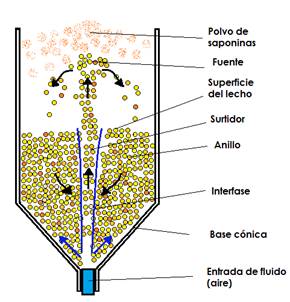
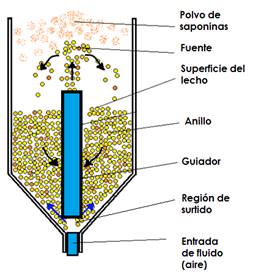
Figura 2: (a) LFTS sin guiador, (b) LFTS con guiador no poroso con entradas laterales.
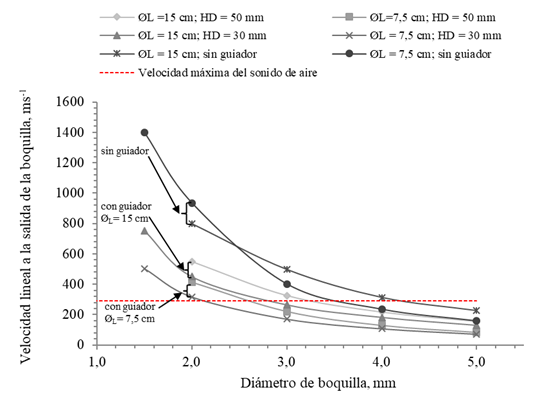
Para generar lechos estables en LFTS se requiere velocidades lineales menores a la salida de la boquilla cuando se utilizan guiadores. Por ejemplo, para generar una fuente aproximadamente igual a la altura de lecho (21,5 cm) con la boquilla de 2 mm en un LFTS con guiadores, el rango es de 292- 547 ms-1. En cambio, en un LFTS sin guiador se presentan intervalos muy superiores (797-935 ms-1), como se puede apreciar en la Figura 3.
|
Figura 3: Velocidad lineal de aire a la salida de la boquilla en función del diámetro de boquilla para LFTS con y sin guiadores. |
El requerimiento de flujo volumétrico para obtener lechos estables es menor para un LFTS con guiadores (Figura 4). Se observa que los LFTS sin guiadores, necesitan sustancialmente mayores flujos volumétricos, debido a que no existe la restricción del área del retorno de los granos hacia el surtidor. Por otro lado, también se puede apreciar que, para boquillas de menor diámetro, se requieren mayores presiones manométricas, para generar una fuente aproximadamente igual a la altura de lecho (21,5 cm), ver Figura 5.
|
Figura 4: Flujo volumétrico estándar en función del diámetro de boquilla para LFTS con y sin guiadores. |
|
Figura 5: Presión manométrica en función del diámetro de boquilla para un LFTS con y sin guiadores. |
En el LFTS con guiador se obtuvo una caída de presión mínima, ya que al operar con un mismo flujo de aire se comprobó que se obtiene valores aproximadamente iguales de presión en lecho vacío y lecho con carga, ver Figura 6.
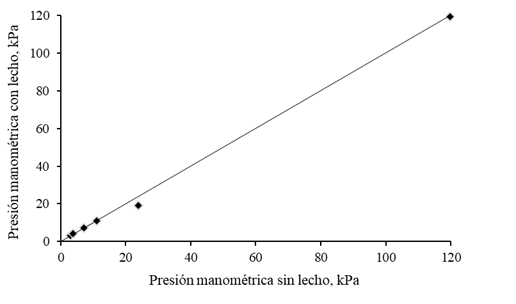
Figura 6: Comparación de presiones manométricas con y sin lecho (HD = 30 mm; ØL = 7,5 cm).
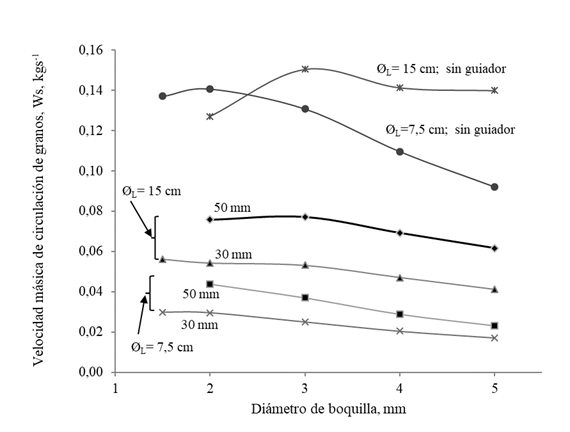
El LFTS sin guiador genera velocidades másicas de circulación que son substancialmente mayores que el LFTS con guiador, debido esencialmente a que no existen restricciones de área de retorno de los granos hacia el surtidor. Bajo el mismo concepto, al incrementar la altura de la zona de entrada de granos al guiador (HD) de 30 a 50 mm, se aumenta el área de entrada de granos, lo que permite que una cantidad mayor de granos circule por el guiador, ver Figura 7.
El tiempo de ciclo es el cociente entre la masa sólida en el lecho y la velocidad másica de circulación de sólidos. Con el tiempo de ciclo se puede estimar la frecuencia de contacto y fricción entre granos. La Figura 8 muestra que para un LFTS con guiador el tiempo de ciclo es mayor que un LFTS sin guiador.
|
Figura 7: Velocidad másica de circulación de granos en función del diámetro de boquilla para LFTS con y sin guiadores. |
En el caso del LFTS de 7,5 cm de diámetro sin guiador, los tiempos de ciclo varían entre 4,46 y 6,64 s (13,45 y 9,04 CPM), para boquillas de 1,5 – 5 mm. Esto significa que, en un proceso de 1 hora, los granos de quinua tendrían una alta probabilidad de entrar en contacto o friccionarse entre sí entre 807 y 542 veces. En cambio, en el caso de LFTS con guiador de HD = 30 mm, la frecuencia del ciclo varía entre 2 y 1,14 CPM para tiempos de ciclo entre 30 y 52 segundos respectivamente, correspondiendo a 120 y 68 veces de contacto y fricción entre granos. Finalmente, para el guiador de HD = 50 mm, los anteriores valores varían de la siguiente manera: tiempos de ciclo entre 18,29 y 36,54 s; frecuencias entre 3,28 y 1,64 CPM (197 y 98 ciclos por hora) para boquillas entre 2 y 5 mm, respectivamente.
|
Figura 8: Tiempo de ciclo (tc) en función del diámetro de boquilla para LFTS con y sin guiadores, altura de lecho de 21,5 cm. |
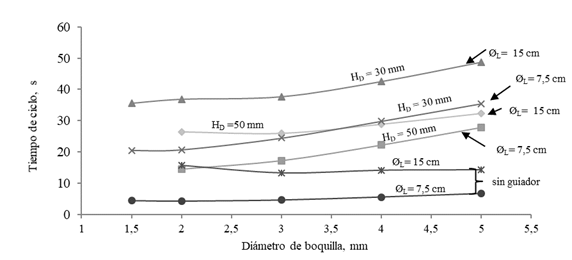
Considerando el LFTS de 15 cm de diámetro de lecho, el tiempo de ciclo sin el uso de guiadores es mayor que el tiempo de ciclo del LFTS de 7,5 cm ya que varía entre 3,28 y 3,66 CPM correspondientes a 18,29 y 16,38 s, respectivamente para boquillas de 2-5 mm, significando que en 1 hora los granos de quinua se friccionan entre sí sólo entre 197 y 220 veces. Esto se debe a que existe mucha mayor masa de quinua que se procesa en este lecho (2 a 3 kg vs. 0,350 kg). En comparación, el LFTS de 15 cm de diámetro con guiador de HD de 30 mm solamente produce 1,17 - 0,88 CPM, es decir 70 y 53 veces de contacto y fricción entre granos para boquillas de 2-5 mm de diámetro. En cambio, el LFTS con HD de 50 mm genera 1,53 y 1,25 CPM (39,04 y 47,74 s) para boquillas de 2-5 mm con un contacto de fricción de 92 y 75 veces.
Por lo tanto, las mejores condiciones de operación para obtener una remoción eficaz de la episperma del grano son las siguientes: una velocidad lineal de aire que se aproxime a los 1 000 ms-1 [2]; un tiempo de ciclo del grano menor correspondiente a una altura HD mayor. Por lo tanto, se estableció realizar un diseño experimental para la desaponificación de quinua en un LFTS con guiadores de HD de 30 y 50 mm y boquilla de 2 y 3 mm para determinar el efecto de estas variables sobre la remoción de saponinas.
3.3 Evaluación del proceso de beneficiado en un lecho fluidizado tipo surtidor con guiador
La concentración inicial de saponinas medida en 9 muestras fue, en promedio, 0,071%, con una desviación estándar de 0,00887 y una desviación estándar relativa de 12,49 %. Esta concentración de saponinas en la materia prima es relativamente menor a la que se observa típicamente en granos de quinua real blanca (> 0,1%) debido a que la quinua amarilla fue tamizada y seleccionada por el proveedor, lo cual supone que ya hubo una remoción del episperma.
Para la realización de las pruebas según el diseño experimental se procesó quinua amarilla de diámetro de partícula entre 1,18 y 2 mm. Estas pruebas se realizaron a un flujo volumétrico estándar medio. Es decir, la condición en la que la altura de la fuente es aproximadamente igual a la altura del lecho. Los resultados obtenidos sobre el porcentaje de pérdida de masa, porcentaje de concentración de saponinas y consumo específico de energía, se muestran en la Tabla 3.
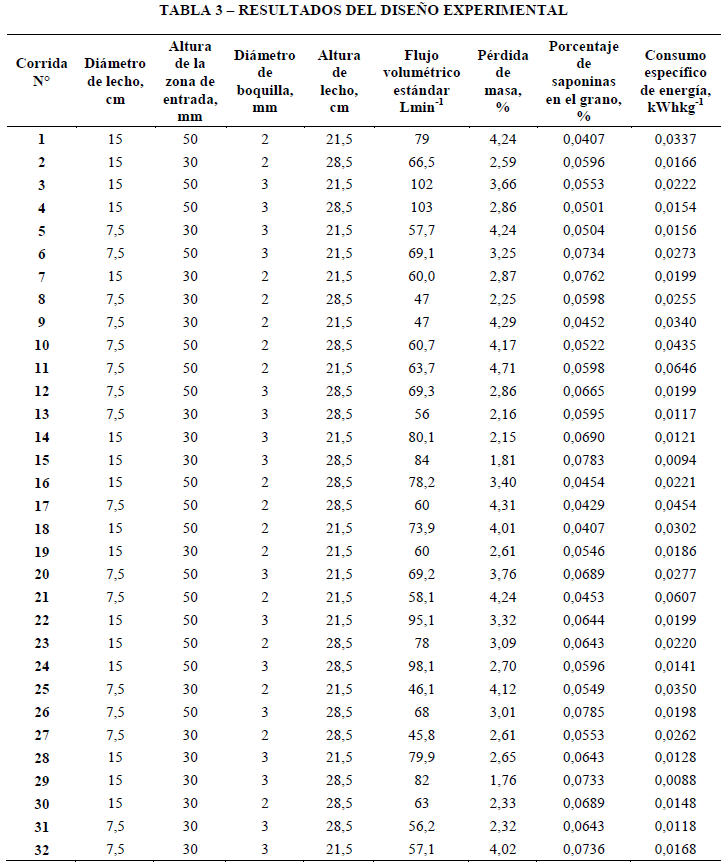
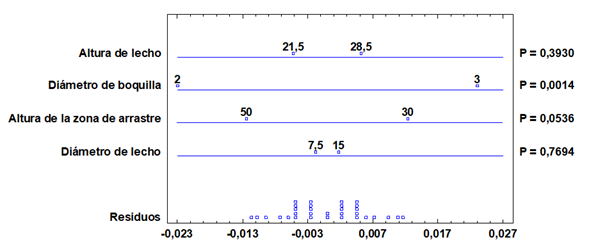
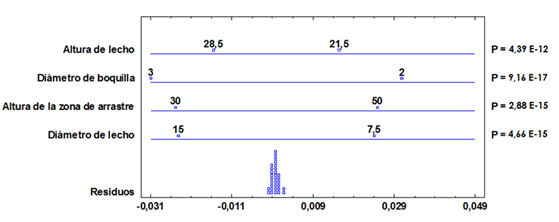
Los efectos de cada factor (HL, Øb, HD y ØL) en la concentración de saponinas, se pueden observar en la Figura 9. La contribución de cada factor a la variabilidad de la concentración de saponinas en el grano tratado se interpreta a través de los valores de P para estas variables independientes. Si P < 0,05, el efecto es estadísticamente significativo, por lo tanto, el diámetro de la boquilla posee el mayor efecto sobre la concentración de saponinas en el grano tratado. El resto de los factores (altura de lecho, altura de la zona de arrastre y el diámetro de lecho) no afectan a la variabilidad de la concentración y podrían excluirse del diseño factorial.
|
Figura 9: Significancia de los efectos de los factores seleccionados sobre la concentración de saponinas del grano de quinua tratados en un LFTS con guiador (P <0.05 y nivel de confianza de 95 %, n = 32). |
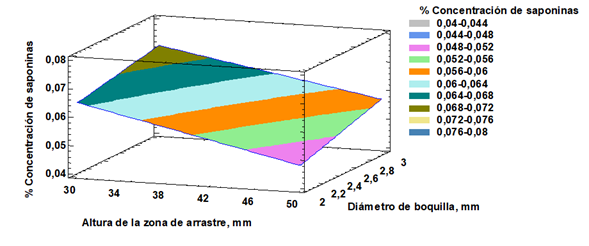
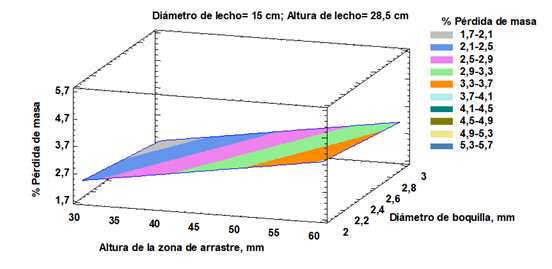
El valor de menor concentración en las pruebas del diseño experimental corresponde a 0,0407 %, cuando se combinó: ØL= 15 cm; HD = 50 mm; Øb= 2 mm y HL = 21,5 cm. La superficie de respuesta muestra que se alcanza valores menores de concentración de saponinas con boquilla de menor diámetro y mayor altura de zona de arrastre, ver Figura 10.
|
Figura 10: Superficie de respuesta de la concentración de saponinas en el LFTS con guiador (P <0.05 y nivel de confianza de 95 %, n = 32), ØL = 15 cm, HL = 28,5 cm. |
La Figura 11 muestra que los cuatro factores poseen efecto estadísticamente significativo sobre la pérdida de masa, todos con un valor P < 0,05.
|
Figura 11: Significancia de los efectos de los factores seleccionados sobre la pérdida de masa después de la desaponificación de quinua tratados en un LFTS con guiador (P <0.05 y nivel de confianza de 95 %, n = 32). |

Para maximizar la pérdida de masa la altura de lecho de 28,5 cm en un lecho de 15 cm de diámetro, la combinación idónea sería de un diámetro de boquilla de 2 mm y una altura de la zona de arrastre de 50 – 60 mm. Esta selección coincide con el objetivo de minimizar el contenido de saponinas en el grano tratado, ver Figura 12.
|
Figura 12: Superficie de respuesta de la pérdida de masa en el LFTS con guiador (P <0.05 y nivel de confianza de 95 %, n = 32), ØL = 15 cm, HL = 28,5 cm. |
El objetivo prioritario del presente estudio es de minimizar el contenido de saponinas en el grano tratado (ver Figura 10), lo cual no se puede lograr efectivamente sin llegar a generar mayores pérdidas de masa, (ver Figura 12). Bajo las condiciones operacionales del diseño experimental se observó visualmente que no existe daño alguno en los embriones de la quinua tratada lo cual indica que el proceso con guiadores no perjudica la calidad del grano.
De la misma manera que en el caso de la pérdida de masa, los cuatro factores poseen efectos estadísticamente significativos sobre el consumo específico de energía, todos con un valor de P < 0,05 como se puede apreciar en la Figura 13.
|
Figura 13: Significancia de los efectos de los factores seleccionados sobre el consumo específico de energía, después de la desaponificación de quinua tratada en un LFTS con guiador (P <0.05 y nivel de confianza de 95 %, n = 32). |
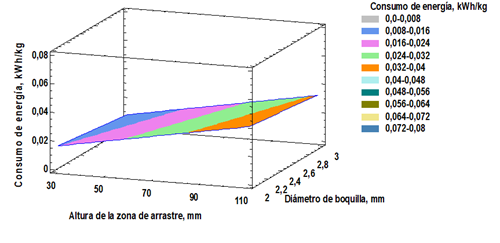
Por otro lado, para minimizar el consumo de energía tendría que aplicarse una combinación de diámetro de boquilla de 3 mm y una altura de la zona de arrastre de 30 mm, ver Figura 14. Sin embargo, estas condiciones no son apropiadas para una remoción efectiva de saponinas. En contraste, la combinación apropiada de estos dos factores para la remoción sería de la boquilla de menor diámetro (2 mm) y mayor altura de la zona de arrastre (50 mm), condiciones que maximizan el consumo de energía, como se observa en la Figura 14.
|
Figura 14: Superficie de respuesta del consumo específico de energía en el LFTS con guiador (P <0.05 y nivel de confianza de 95 %, n = 32), ØL = 15 cm, HL = 28,5 cm. |
Se vuelve a recalcar que la prioridad es disminuir la concentración de saponinas en el grano tratado. En consecuencia, las condiciones que se aplicaron en las pruebas para caracterizar la cinética de remoción de saponinas fueron las de menor diámetro de boquilla (2 mm) y con mayor altura de zona de arrastre (50 mm), en desmedro de tener condiciones que aumentan el consumo específico de energía.
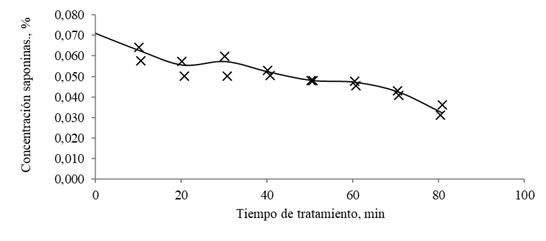
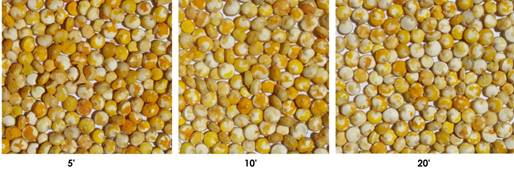
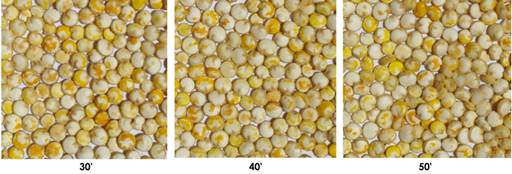
3.4 Cinética de la remoción de saponinasEn las pruebas de cinética, a diferencia del flujo utilizado en el diseño experimental, se operó con un flujo alto durante los 10 primeros minutos de tratamiento para obtener una mayor remoción de saponinas del grano. En el resto del tiempo (70 minutos), se estableció un flujo medio de operación, el mismo que se utilizó para la caracterización. La Tabla 4 muestra que, en las corridas 3 y 4 cuando se procesan 2 kg de quinua por un periodo de 81 minutos, se logra una menor concentración de saponinas (0,0325 %) y se alcanza un porcentaje mayor de remoción de saponinas (52,64 %) que en las corridas 1 y 2 (cuando se procesan 3 kg de quinua). La concentración de saponinas de 0,033 % indica que se requiere mayor tiempo de procesamiento para alcanzar el valor de concentración obtenido por un LFTS sin guiador (0,01 %) [2].
Al contrario de lo que se reporta en los LFTS sin guiador donde durante los primeros minutos se produce la mayor caída de la concentración de saponinas, en estos experimentos la caída es casi uniforme durante todo el tiempo del proceso. Es decir, presentan una relación lineal entre el tiempo y la concentración, ver Figura 15.

|
Figura 15: Comportamiento de la cinética de remoción para un LFTS con guiador (Mq= 2 kg; HL= 22 cm; ØL = 15 cm; HD= 50 mm; Øb= 2 mm). |
En cuanto al consumo específico de energía promediado para una carga de quinua de 3 kg (corridas 1 y 2) de la Tabla 4, se obtuvo 0,0623 kWhkg-1 durante 81 minutos de proceso y 0,0887 kWhkg-1 para 2 kg de quinua (corridas 3 y 4). Por lo tanto, el consumo específico de energía es menor cuando se incrementa la cantidad de quinua a ser procesada en un LFTS con guiador.
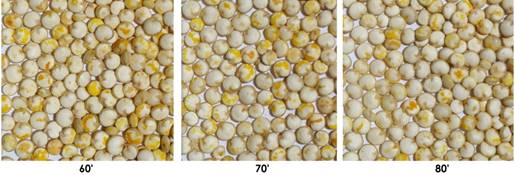
Se observó que la quinua tratada no es homogénea cuando se procesa en LFTS con guiadores, bajo las condiciones geométricas estudiadas, ver Figura 16. En los lechos sin guiador no se observa esta falta de homogeneidad ya que los granos retornan con mucha frecuencia al surtidor
|
Figura 16: Comportamiento de la cinética de remoción de saponinas para quinua tratada en el LFTS con guiador (Mq= 2 kg; HL= 22 cm; ØL = 15 cm; HD= 50 mm; Øb= 2 mm). |
3.4.1 Comparación de la cinética de remoción obtenida ente LFTS con y sin guiador
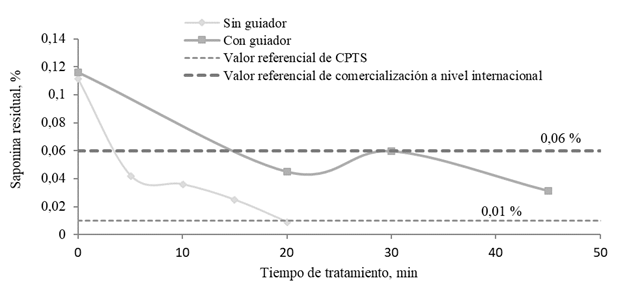
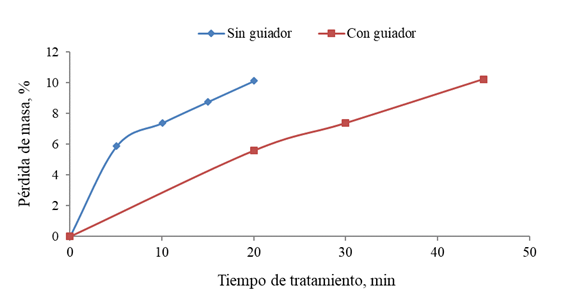
Se procesó 0,350 kg de quinua amarilla en un LFTS sin guiador con boquilla de 1,5 mm en un lecho de 7,5 cm de diámetro. Estas son las condiciones geométricas óptimas utilizadas en estudios anteriores [2, 16]. Para comparar el efecto del guiador, se utilizaron las mismas condiciones geométricas adicionando un guiador de 50 mm de altura de zona de entrada. Para el LFTS sin guiador, en los primeros 5 min se observa una mayor velocidad de remoción de saponinas, para luego atenuarse en los posteriores minutos. Por el contrario, la adición de un guiador regula la velocidad de remoción estableciendo una variación aproximadamente lineal, como se aprecia en la Figura 17.
|
Figura 17: Concentración de saponinas con guiador (Mq = 0,350 kg; HL= 13 cm; ØL= 7,5 cm; HD= 50 mm; Ø b = 1,5 mm) y sin guiador (Mq = 0,350 kg; HL= 13 cm; ØL = 7,5 cm; Ø b= 1,5 mm. |
De manera similar al comportamiento de la concentración de saponinas, se observa una mayor velocidad de pérdida de masa para el LFTS sin guiador en los primeros 5 min, para atenuarse posteriormente. Por el contrario, la adición de un guiador regula la velocidad de pérdida de masa estableciendo una variación aproximadamente lineal, ver Figura 18.
|
Figura 18: Pérdida de masa para un LFTS con guiador (Mq= 0,350 kg; HL= 13 cm; ØL= 7,5 cm; HD= 50 mm; Øb = 1,5 mm) y sin guiador (Mq= 0,350 kg; HL= 13 cm; ØL =7,5 cm; Øb= 1,5 mm). |
3.4.2 Relaciones entre la eficiencia de remoción de saponinas con la frecuencia de ciclo y la velocidad lineal a la salida de la boquilla
La Figura 19 muestra el efecto de la velocidad lineal en la entrada al surtidor (salida de la boquilla) sobre la eficiencia de remoción de saponinas en diferentes LFTS con y sin guiadores. Claramente se observa una relación proporcional entre estas variables y que las mejores remociones de saponinas suceden a velocidades lineales superiores a 1 200 ms-1 propiciadas por el uso de boquillas de diámetro similar al diámetro de los granos de quinua (1,5 mm), sin el uso de guiadores. El uso de guiadores con el mismo diámetro de boquilla ocasiona una menor eficiencia de remoción, aunque la velocidad lineal sea próxima a 1 200 ms-1.
Por otra parte, a mayores frecuencias de ciclo ocurren mayores eficiencias de remoción, como se muestra experimentalmente en la Figura 20. Estos comportamientos se pueden explicar de la siguiente manera:
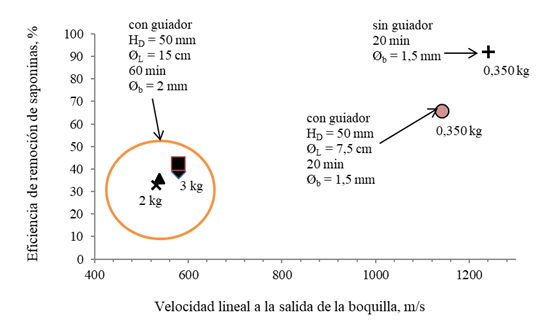
Figura 19: Efecto de la velocidad lineal de entrada al lecho sobre la eficiencia de remoción de saponinas.
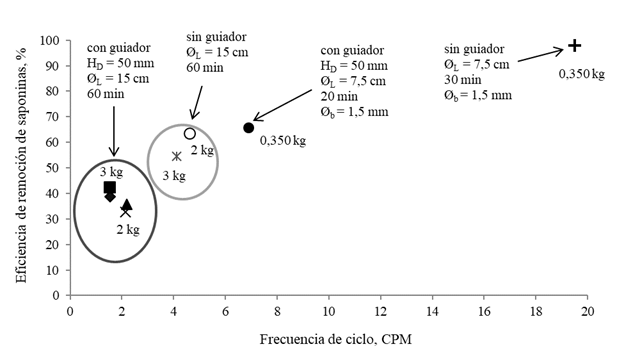
Figura 20: Efecto de la frecuencia del ciclo de granos sobre la eficiencia de remoción de saponinas.
▪ Como no existen restricciones en el área de retorno al surtidor en el LFTS sin guiadores, en el mismo existe un mayor número de granos de quinua que friccionan entre si a mayores velocidades lineales y mayores intensidades de fuerzas de fricción entre granos. En estas condiciones se favorece la eficiencia de remoción, logrando concentraciones residuales mínimas de saponinas.
▪ En contraste, los guiadores restringen el área lateral de retorno de los granos al surtidor que está confinado en el guiador, lo que ocasiona que el número de granos que chocan entre si sea menor, disminuyendo las eficacias de remoción para un mismo tiempo de proceso. Consecuentemente, se necesitan tiempos más largos para permitir que los granos tengan el mismo número de ciclos (vueltas) que en los LFTS sin guiadores.
▪ Las menores velocidades de circulación de granos en un LFTS con guiador, respecto de las que se obtienen en lechos sin guiador, generan una falta de uniformidad en la concentración de saponinas en el grano tratado (mezclas heterogéneas de diferentes grados de color y mayor dispersión de resultados), lo cual disminuye la eficiencia de remoción.
En general, se puede concluir que para obtener concentraciones residuales mínimas de saponinas en los granos y eficiencias de remoción superiores al 90%, será apropiada cualquier configuración que genere velocidades lineales en la entrada al surtidor entre 1 000 y 1 300 ms-1 y frecuencias del orden de 20 CPM.
4. CONCLUSIONES
▪ Caracterización del lecho con y sin guiador
Para lechos con guiadores, los factores que influyen en la velocidad de circulación de los granos y la frecuencia del ciclo son: Øb, HD, HL, ØL (masa de quinua) y el flujo volumétrico de aire que define la altura de la fuente. A menores diámetros de boquilla y menores diámetros de lecho se obtienen mayores velocidades de circulación de granos; a mayores alturas de la zona de entrada y menores alturas de lecho también se generan mayores velocidades de circulación. En general, el uso de guiadores para una determinada combinación de Øb, HL y ØL, disminuye la frecuencia del ciclo de granos respecto de los LFTS sin guiadores
Se comprueba que se requieren mayores presiones y flujos para operar un LFTS sin guiador en comparación al LFTS con guiador. Esto significa que el consumo específico de energía (para un determinado tiempo de proceso) es menor en el LFTS con guiadores.
▪ Evaluación del proceso de beneficiado en un lecho fluidizado tipo surtidor con guiador
El factor que posee un efecto estadísticamente significativo sobre la concentración de saponinas es el diámetro de la boquilla. La altura de la zona de arrastre, la altura de lecho y el diámetro de lecho no poseen efecto significativo por lo cual se podría considerar excluirlos del diseño experimental.
Considerando los resultados del diseño experimental se puede concluir que mayores alturas de zona de arrastre y menores diámetros de boquilla generan concentraciones de saponinas más bajas. Se obtuvo una menor concentración de saponinas de 0,0407% en el grano tratado (durante 30 minutos) cuando se procesa quinua en el lecho de 15 cm de diámetro con altura de lecho de 21,5 cm (Mq =2 kg) el diámetro menor de boquilla (2 mm), y altura de zona de arrastre mayor (50 mm).
▪ Cinética de la remoción de saponinas
A diferencia de los LFTS sin guiadores, donde la remoción de saponinas se acelera, en los LFTS con guiadores, tanto la concentración de saponinas como la pérdida de masa tienen aproximadamente una relación lineal con el tiempo, i. e., la velocidad de remoción de la episperma de los granos de quinua se mantiene aproximadamente constante.
En las condiciones geométricas óptimas establecidas en el diseño experimental, se obtuvo una concentración de saponinas de 0,03 %, un porcentaje de remoción de 56 % y una pérdida de masa de 9,24 %. Cuando se procesa una carga de quinua de 3 kg, la remoción de saponinas no es muy efectiva ya que solo se logra un porcentaje de remoción de 46 % como máximo, la pérdida de masa alcanza el 11,47 % y la concentración de saponinas en el grano es de 0,038 %.
▪ Relaciones entre la eficiencia de remoción de saponinas con la frecuencia de ciclo y la velocidad lineal de aire a la salida de la boquilla
A mayores velocidades lineales en la entrada al surtidor y mayores frecuencias de ciclo del grano se obtienen mejores eficiencias de remoción de saponinas y menores concentraciones residuales de saponinas en el grano.
En general, se puede concluir que para obtener concentraciones residuales mínimas de saponinas en los granos y eficiencias de remoción superiores al 90%, será apropiada cualquier configuración que genere velocidades lineales en la entrada al surtidor entre 1 000 y 1300 ms-1 y frecuencias del orden de 20 CPM.
Menores velocidades de circulación de granos en un LFTS con guiador, respecto de las que se obtienen en lechos sin guiador, generan una falta de uniformidad en la concentración de saponinas en el grano tratado y menores eficiencias de remoción.
5. REFERENCIAS
[1] N. T. Ahamed, R. S. Singhal, P. R. Kulkarni y M. Pal, "A lesser-known grain, Chenopodium quinoa: Review of the chemical composition of its edible parts.,"Food and Nutrition Bulletin, vol. 19, no. 1, pp. 61-70, Mar. 1998..
[2] R. Escalera, C. Quiroga y L. Arteaga, "Desarrollo y desempeño de un proceso de beneficiado en seco de variedades amargas de quinua basado en la aplicación de un Lecho Fluidizado de Tipo Surtidor (LFTS)," Investigación & Desarrollo, vol. 1, no. 10, pp. 32-48, 2010.
[3] M. Obando Estrada, R. Escalera Vásquez, C. Quiroga Ledezma y L. Arteaga Weill, " Optimización del consumo específico de energía en el proceso de beneficiado en seco de variedades amargas de quinua, basado en la aplicación de un lecho fluidizado de tipo surtidor (LFTS)," Investigación & Desarrollo, vol. 1, no. 11, pp. 5-19, 2011.
[4] K. B. Mathur y N. Epstein, Dynamics of spouted beds, vol. 9, New York: In Advances in Chemical Engineering. Academic Press, 1974.
[5] Centro de estudios y Cooperación Internacional (CECI), "Informe pruebas preliminares para evaluar la factibilidad técnica del equipo semi-'industrial del lecho fluidizado de tipo surtidor (LFTS)", septiembre 2015. [ Links ]
[6] H. Nagashima, K. Suzukawa y T. Ishikura, "Hydrodynamic performance of spouted bed with different types of draft tubes,"Particuology, vol. 11, no. 5, pp. 475-482, 2013.
[7] N. Epstein y J. R. Grace, Spouted and spout-fluid beds: fundamentals and applications, Reino Unido: Cambridge University Press, 2010.
[8] Y. Hatate, K. Ijichi y Y. Uemura, "Flow characteristics of draft tube spouted bed and its applicantion,"Journal of the Society of Powder Technology, Japan, vol. 34, no. 5, pp. 343-360, 1997.
[9] M. A. Barrozo, C. H. Ataide, L. E. Tavares, A. R. Dias y M. L. Passos, "Bixin powder production in a spouted bed,"Recents Progres en Genie des Procedes, vol. 76, no. 14, pp. 467-474, 2000.
[10] H. Altzibar, G. Lopez, I. Estiati, J. Bilbao y M. Olazar, "Particle Cycle Times and Solid Circulation Rates in Conical Spouted Beds with Draft Tubes of Different Configuration," Industrial & Engineering Chemistry Research, vol. 52, no. 45, pp. 15959-15967, Oct. 2013.
[11] Instituto Boliviano de Normalización y Calidad, IBNORCA (1996). Norma Boliviana NB 683, Cereales – Quinua en grano – Determinación del contenido de saponinas – Método de la espuma.
[12] J. Makibar, A. R. Fernandez-Akarregi, I. Alava, F. Cueva, G. Lopez y M. Olazar, "Investigations of heat transfer and hydrodynamics under pyrolysis conditions of a pilot-plant draft tube conical spouted bed reactor," Chemical Engineering and Processing: Process Intensification, vol 50, no. 8, pp. 790-798, 2011
[13] J. L. Viera Neto, C. R. Duarte, V. V. Murata y M. A. Barrozo, "Effect of a draft tube on the fluid dynamics of a spouted bed: experimental and CFD studies," Drying Technology, vol. 26, no. 3, pp. 299-307, Mar. 2008
[14] G. P. Ernest y B. Mathur, "Method of contacting solid particles with fluids," U.S. Patente 2,786,280, 12 March 1954.
[15] R. H. Buchanan, The fluid-lift solids recirculator. Mech. Chem. Eng. Trans., Vol. 1, pp. 117-124, 1965.
[16] C. C. Quiroga Ledezma, C. R. Escalera Vásquez, J. L. Arteaga Weill, J. F. Montaño Anaya y C. R. Nogales Carvajal, Beneficiado en seco de la quinua, Proyecto de prefactibilidad para el beneficiado en seco de quinua con un lecho tipo surtidor, La Paz: PIEB, 2011.

