











 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO  uBio
uBio 
 Permalink
PermalinkINTRODUCCIÓN
Cualquier aceite lubricante automotriz en base a petróleo sintético (ALA), que ha sido contaminado con agentes extraños a su composición original se considera como un aceite lubricante automotriz usado (ALAU). Estos contaminantes, pueden ser: metales pesados, agua u otros compuestos químicos. La contaminación del lubricante, es uno de los factores que más afecta el funcionamiento correcto de los sistemas que trabajan a base de lubricantes 1. El aceite usado de motor es insoluble en agua, puede contener sustancias químicas toxicas, y se adhiere a todo tipo de superficies, solidas o liquidas 4. El derrame accidental del aceite lubricante usado sobre una superficie (suelo u otros), al igual que sobre el agua es un problema ambiental. Esto debido a que la lenta degradación ambiental de los hidrocarburos saturados contenidos en aceites usados genera una película impermeable que impide el normal desarrollo de la actividad biológica y química del suelo destruyendo la vegetación y por lo tanto la fertilidad del suelo 2. Los aceites residuales de motores son un material altamente contaminante, que requiere una gestión responsable debido a que éstos pueden causar daños al medio ambiente 3.
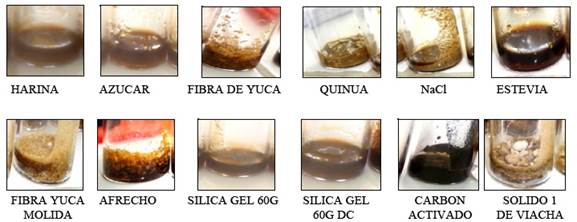
Tabla 1. Composición media de un aceite lubricante
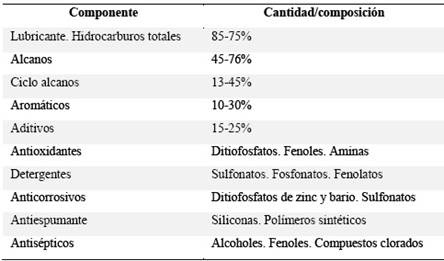
Technical Guidlines on Used Oil Re-refining or Other Re-uses of Previously
Used Oil. (UNEP, 2014). United Nations Environment Programmer
El ALAU tiene un proceso de degradación lento y por su composición es considerado potencialmente peligroso para el ambiente. Su capacidad de diseminarse sobre grandes áreas de suelos y aguas formando una capa muy fina, limita el ingreso de oxígeno a las capas interiores de estas sustancias, lo que produce, una significativa degradación de la calidad de las mismas 5.
Un método para solucionar el derrame de ALAU sobre superficies es utilizando adsorbentes sólidos de composición inorgánica y de gran área superficial. El material adsorbente se caracteriza a través de parámetros físicos tales como: forma, porosidad, área superficial y otros. Dentro de las opciones tradicionales se tienen materiales como las zeolitas y el gel de sílice, pero su aplicación implica un costo significativo. Por lo tanto, existe un interés creciente por el desarrollo de nuevos materiales de bajo costo 7.
Los adsorbentes convencionales son sustancias naturales o sintéticas, y que, para ser usadas, deben recibir un tratamiento previo de activación, como el carbono, arcillas, membranas etc. Además, después de su uso estas sustancias tienen la cualidad de ser regeneradas. Los adsorbentes no-convencionales son materiales alternativos (biopolímeros o partes de plantas) que no necesariamente deben recibir un tratamiento previo para activarse; sin embargo, su activación mejora su capacidad de adsorción 8.
Para la adsorción en fases fluidas, como es el caso de un sistema líquido-sólido, es necesario emplear la ecuación de adsorción de Gibbs para evaluar la concentración del compuesto anfifílico en la superficie. Esto se logra mediante la medición de la tensión superficial o interfacial. 9
En primera instancia el presente estudio pretende estimar la capacidad de adsorción de ALAU por parte de diferentes materiales, para luego seleccionar el mejor adsorbente con el objetivo de evaluar su capacidad de adsorción, desorción y recuperación.
EXPERIMENTAL
Primera Parte
Caracterización química de un aceite lubricante nuevo (ALA)
El análisis por Cromatografía de gases fue realizado en un cromatógrafo de masas CHROMATOGRAPH GC-2010 PLUS marca SHIMADZU-GC con columna restek 5 sil MS 30 m, 0.25 mmID, 0.25 um df con un detector simple de cuadrupolo. El equipo contiene un inyector Injecon Jeringa de 10 µl. El gas portador utilizado fue helio grado analítico de entre 10 y 25 PSI de flujo. En este caso, solo se sometió el ALA nuevo a análisis para evitar la contaminación de las columnas del equipo con las impurezas desconocidas del ALAU. Se tomaron 2 microgotas (1 ml = 60 micro gotas) de muestra, se disolvieron en acetona p.a., y se inyectaron al equipo programado que genera el cromatograma del análisis en cuestión de 2 minutos. Para la determinación se fijaron las condiciones óptimas de trabajo tales como volumen de inyección de 1μL, flujo de helio de 0.61 ml/min, temperatura del inyector de 250°C, modo scan. El programa de temperatura del horno varió desde 40°C hasta 290°C a una velocidad de 5 ºC/min Esta temperatura fue mantenida por 20 min. La corroboración de los compuestos de interés se realizó mediante el detector de espectrometría de masas con modo de ionización de impacto electrónico a 50eV. El scan del rango de masas se realizó entre 35 y 1000 m/z.
Segunda parte
Caracterización física y química del sólido adsorbente seleccionado
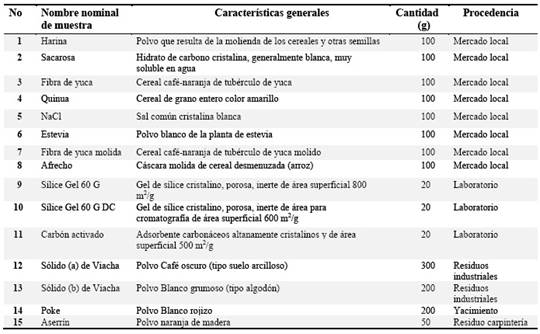
Los sólidos adsorbentes utilizados en el análisis comparativo de capacidad de adsorción se detallan en la tabla 1.
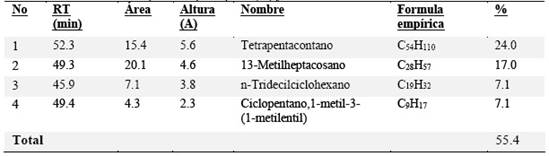
Se realizaron pruebas de adsorción de ALAU con las 15 sustancias seleccionadas. Para esto se mezcló el ALAU con cada adsorbente en una relación másica 1:1. Cada muestra se introdujo en un frasco, la masa utilizada tanto para el adsorbente como el ALAU fue de 1g. Se observó la interacción de cada una de las mezclas. La sustancia que presentó mayor adsorción con el ALAU fue el Sólido (b) de Viacha (No 13), razón por la cual, se procedió a caracterizar física y químicamente este sólido que a simple observación se trataba de un polvo blanco.
Debido a que la muestra del Sólido 2 de Viacha dio los mejores resultados se procedió a caracterizarlo apropiadamente. Para esto, el primer paso fue la caracterización de las fases cristalinas presentes en microscopio electrónico de barrido del Sólido (b) de Viacha cuya forma era triclínica. Este polvo blanco fue pulverizado en un mortero, para luego colocarlo en un soporte metálico. La muestra fue introducida en el equipo de Difracción de Rayos X Marca BRUKER Modelo de Advance DAVINCI, por un tiempo de 2 min, con el cuál, se obtuvo el difractograma correspondiente. Utilizando un tubo de ánodo de Cu de foco fino largo, 3000 W de potencia, Radiación Ka=1,5418 A, auto-muestreador con 3 torretas de hasta 15 posiciones cada una, detector ultrarrápido 1D Lynxeye XE-T, tensión regulable de forma continua entre 20 y 60 kV, estabilidad ± 0,001 %, acoplado al paquete de programas DIFFRACPLUS, Base de datos ICDD PDF 2 y PDF 1, Base de datos ICSD.
Tabla 1. Descripción de solidos utilizados como posibles adsorbentes
Tercera parte:
Pruebas de adsorción de aceite lubricante usado sobre el sólido (b) (ulexita)
El Sólido (b) de Viacha, fue identificado como ulexita, siendo sometido a pruebas para determinar su capacidad de adsorción. Se realizaron 10 mezclas de la ulexita con ALAU en diferentes proporciones másicas. Se utilizaron tubos de ensayo con base plana, los cuales fueron etiquetados con letras de la A - J. En cada recipiente se introdujeron diferentes cantidades de ulexita (1g - 10g respectivamente) y 1 g de ALAU.
Para favorecer la adsorción, en algunos casos se procedió a la agitación mecánica de las mezclas mediante el uso de una varilla. Finalmente, el criterio de selección de la proporción óptima de ALAU-ulexita se realizó mediante comparación del grado de recubrimiento del sólido y mediante observación en microscopio electrónico de barrido 1:2000. La muestra E, observada en la figura 2, fue seleccionada como el producto final con la mejor adsorción para los siguientes experimentos.
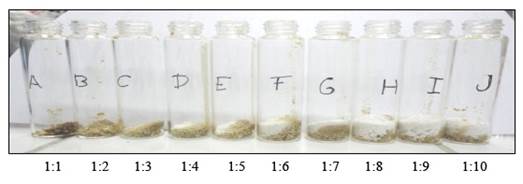
Figura 1. Relaciones de Adsorción Aceite Lubricante Usado sobre Ulexita
Después, se determinó la isoterma de adsorción del aceite usado (ALAU) sobre Ulexita. Para esto, se empacó ulexita en un tubo de 0,8 cm de diámetro y 10 cm de altura y se colocó sobre un recipiente que contenía ALAU. Al contacto, este último asciende sobre los intersticios vacíos de los cristales de ulexita hasta una altura límite de 6,5 cm. Aprovechando este fenómeno de capilaridad, se reproduce la experiencia midiendo la relación en peso de (g ALAU/g Ulexita) en determinados tiempos versus la cantidad de ALAU que queda sin adsorber, todo esto a una temperatura ambiente constante de 18 ºC.
Cuarta parte:
Desorción aceite lubricante usado de ulexita
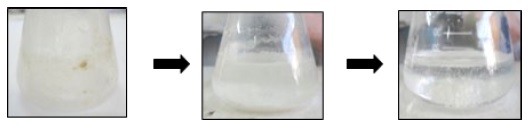
Se realizaron pruebas preliminares de desorción utilizando métodos como la combustión y extracción utilizando solventes orgánicos, sin embargo, los resultados fueron de bajo rendimiento o nulos en otros casos. Por lo tanto, se utilizó agua potable a una temperatura constante de 80 °C para la desorción total del aceite que se encontraba adsorbido sobre la ulexita. En un matraz Erlenmeyer se introdujo la mezcla de 1 g ALAU-ulexita previamente separada por filtración u otros (muestra E) en 15 g de H2O, posteriormente la mezcla se calentó hasta alcanzar una temperatura de 80 °C.
La mezcla se mantuvo bajo agitación en calentador agitador magnético a temperatura constante hasta observar una separación de fases entre el agua, el aceite y la ulexita sólida, tal como se aprecia en la Figura 3. Este método rehidrata a la ulexita que puede nuevamente ser utilizada. Se cronometró el tiempo necesario para lograr la separación de fases solida-liquida realizando pruebas a 30 min, 60 min, 90 min y 120 min observando en cada tiempo la desorción parcial y total. El tiempo necesario de exposición de la mezcla de aceite lubricante/ulexita en agua a 80°C para su desorción es de 30 minutos como mínimo, y dos horas como máximo para la desorción total del aceite. El rendimiento se determinó observando diferentes muestras de ulexita en el microscopio electrónico de barrido SEM.
RESULTADOS Y DISCUSIÓN
El aceite nuevo al ser sometido a un trabajo físico de fricción en motores y temperaturas altas se convirtió en un aceite usado. La recuperación de los aceites usados, consiste entonces, en reciclar el lubricante base que mantiene sus características (composición) lo más cercanas posible a las características del lubricante nuevo [13].
Los resultados de la Cromatografía de Gases/Masas del aceite nuevo están en la Figura 4, según la cual se identificaron 17 moléculas que forman parte de un aceite lubricante nuevo. Dentro de los compuestos identificados se pueden mencionar: hidrocarburos alifáticos, aromáticos, además de átomos de Iodo y Flúor. El espectro GC del aceite lubricante nuevo reporta un alto porcentaje de 4 moléculas identificadas como prioritarias descritas en la Tabla 2.
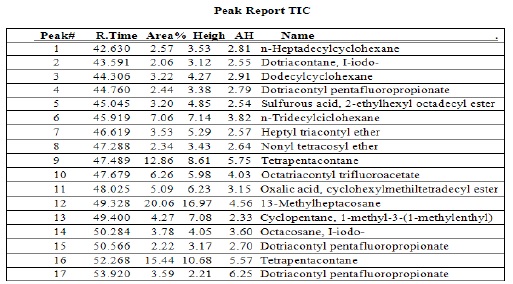
Tabla 2 Moléculas prioritarias identificas en un ALA. Se muestra el tiempo de retención (RT), las cantidades relativas de los componentes principales (%) y el nombre de cada uno
Identificación de material sólido adsorbente de aceites lubricantes usados
El análisis por Difracción de Rayos X (Figura 5) del Sólido (b) de Viacha reporta como resultado que se trata de un borato denominado ulexita cuya composición química es NaCaB5O6 (OH)6(H2O)5.

De las 13 sustancias sólidas disponibles en el mercado, obtenidas de laboratorio y tomadas de campo, 12 no presentaron adsorción significativa con el ALAU (Figura 6).
Se identificó a la ulexita (Solido (b) de Viacha) procedente de los residuos industriales de la ciudad de Viacha como el adsorbente que presenta mejor afinidad con el aceite lubricante usado (Figura 7), en comparación con los demás sólidos probados y disponibles en laboratorio (Figura 6). Esta afinidad se comprobó midiendo el peso total del producto obtenido del aceite lubricante usado sobre la superficie del sólido. La cantidad de aceite adsorbido sobre la ulexita es directamente proporcional al peso de la mezcla (Figura 7, Tabla 3).
Pruebas de adsorción de aceite lubricante usado sobre sólidos
En base a las pruebas de adsorción del ALAU en ulexita en diferentes proporciones se determinó que la relación óptima de adsorción entre el ALAU y la ulexita es de 1:5 (1g de aceite/ 5 g de ulexita). Seleccionada la relación 1:5, se realizaron 25 pruebas de adsorción, tal como se muestra en la tabla 3. A partir de estas pruebas se midió la capacidad de adsorción (Cad) 11 de la ulexita definida como Cad = (Mf - Mu) / Mu, donde Mf es la masa total de aceite adsorbido más la masa de ulexita, y Mu es la masa de ulexita inicial. El valor obtenido para la ulexita en una proporción de 1:5 fue de 0.18. Este valor es comparable a valores como el de la diatomita 11. Por otro lado, el porcentaje de evaporación fue alrededor del 1.83%.
Adsorción del aceite lubricante usado sobre ulexita
El fenómeno de adsorción del aceite lubricante usado observado en el microscopio electrónico de barrido se muestra en la Figura 8. Se producen dos fenómenos: adsorción y persorción. La adsorción se produce de manera superficial recubriendo cristales de Ulexita (NaCaB5O6(OH)6(H2O)5) como se observa en la figura 8. Por otro lado, la persorción ocurre porque al producirse el fenómeno de adsorción, las aguas que hidratan a la ulexita son desplazadas por las moléculas de aceite ocupando estos espacios.
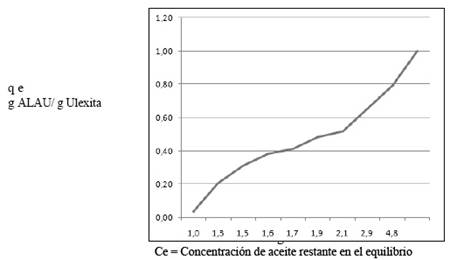
La isoterma de adsorción del aceite lubricante usado sobre la ulexita se presenta en la Figura 9. La isoterma de adsorción puede ser clasificada como Tipo IV de isoterma de acuerdo a Kumar et al. Esta forma en la isoterma de adsorción indica que pueden existir interacciones entre las moléculas del aceite adsorbido. Esto muestra una naturaleza más compleja en el proceso de adsorción del aceite en la ulexita. También ofrece información sobre la estructura del adsorbente, en este caso la ulexita. Esta isoterma indicaría una amplia distribución en los tamaños de los poros de adsorción de la ulexita y que la porosidad en el material tiene un amplio rango de variación de tamaños (12). La isoterma de adsorción será un indicador de la eficiencia de adsorción de la ulexita para adsorber el aceite.
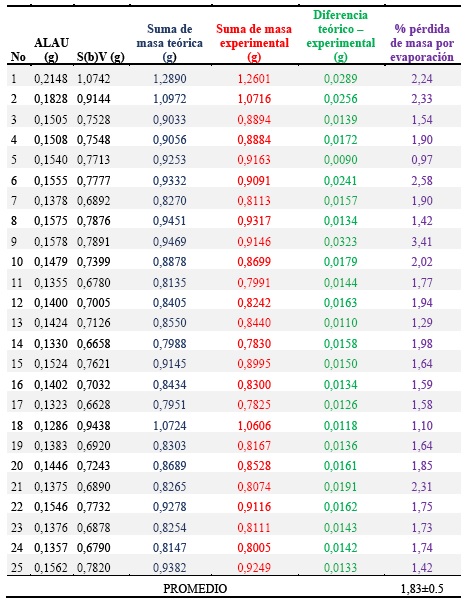
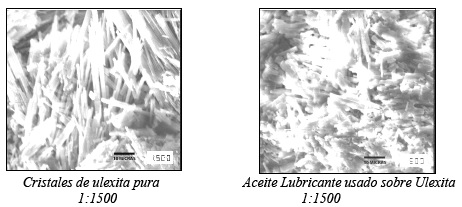
Figura 8 Cristales de ulexita y adsorción de aceite lubricante usado sobre Ulexita observados en microscopio electrónico de barrido. Imágenes reproducidas del artículo de Tornero & Valdez (2020), autorización de reproducción por Revista Boliviana de Química .
En función a la forma de la isoterma obtenida se puede concluir que el adsorbente, en este caso la ulexita, presenta superficies heterogéneas de adsorción con diferentes tipos de sitios de adsorción y con energías diferentes. Esto puede deberse a los diferentes átomos que componen la ulexita y a la variación en la distribución de los tamaños de poros [13].
Desorción Aceite lubricante usado - ulexita
Pruebas preliminares de desorción de aceite lubricante/Ulexita por incineración, extracción con solventes orgánicos, aplicación de ácidos y bases dio como resultado bajos rendimientos. En el caso de la utilización del agua para producir la desorción del aceite de la ulexita se realizaron pruebas a diferentes temperaturas. Se observó que la mezcla de agua con ulexita a temperatura ambiente y hasta 60°C no produjo desorción del aceite de la ulexita. En cambio, se produjo la desorción del aceite de la ulexita, utilizando agua a temperatura constante de 80 °C, obteniéndose un alto rendimiento de desorción del aceite lubricante. A 86 °C se produce la ebullición y evaporación del agua, por lo tanto, no se obtienen altos rendimientos de recuperación del aceite lubricante. Esto lleva a la conclusión de que el agua requiere de una determinada temperatura (energía) para desplazar a las moléculas de aceite lubricante usado, adsorbido en la superficie de la ulexita. El método no solo produce la desorción Ulexita/ALAU sino que rehidrata la ulexita, reactivando esta sustancia para ser reutilizada.
Es importante mencionar que el material solido utilizado como adsorbente (ulexita) puede ser recuperado de los suelos y reutilizado. La ulexita es generalmente utilizada como fertilizante en cultivos, aunque en concentraciones muy elevadas puede generar toxicidad en los suelos. Durante el proceso de adsorción del aceite, no existirán interacciones desfavorables con el suelo tratado. Sin embargo, será recomendable evitar dejar residuos para no exceder las concentraciones de boro que puedan ser procesadas por los suelos, como micronutriente para las plantas [14,15].
CONCLUSIÓN
Se demostró que la Ulexita (NaCaB5O6(OH)6(H2O)5)) es capaz de adsorber aceite lubricante usado sobre su superficie.
La diferencia entre un aceite nuevo y otro usado radica en que el aceite usado contiene sustancias químicas como metales pesados producidos por fricción de los motores en los que es usado. Estos compuestos de descomposición limitan que se pueda continuar con el uso del aceite. Además, debido a la combustión incompleta se tienen residuos de carbón, lo que se traduce en la reducción de su capacidad como lubricante.
La adsorción estudiada se produce debido al fenómeno de capilaridad, propiedad que fue utilizada para determinar la isoterma de adsorción por medio de su isoterma de adsorción. La isoterma de adsorción indicó la heterogeneidad de la superficie de adsorción de la ulexita. La capacidad de adsorción determinada fue de 0.18.
Las moléculas de agua utilizadas a 80 oC desplazan o reemplazan a las moléculas de aceite lubricantes usados (ALAU) adsorbidos sobre la ulexita permitiendo la recuperación del adsorbente.
RECONOCIMIENTOS
Los autores agradecen al Mg. Santiago Tarqui, del Instituto de Investigaciones Químicas IIQ UMSA, por el análisis GC/MS. Al Ing. Mario Blanco del IGEMA UMSA por los análisis de difracción por rayos X. Al Instituto de Investigaciones Químicas por el soporte financiero mediante equipos e insumos, para la realización de esta investigación.

